Proceso Electroquímico
Desde el enrackado hasta el sellado final — cada etapa tiene parámetros precisos que determinan la calidad del acabado.
¿Qué es el Anodizado?
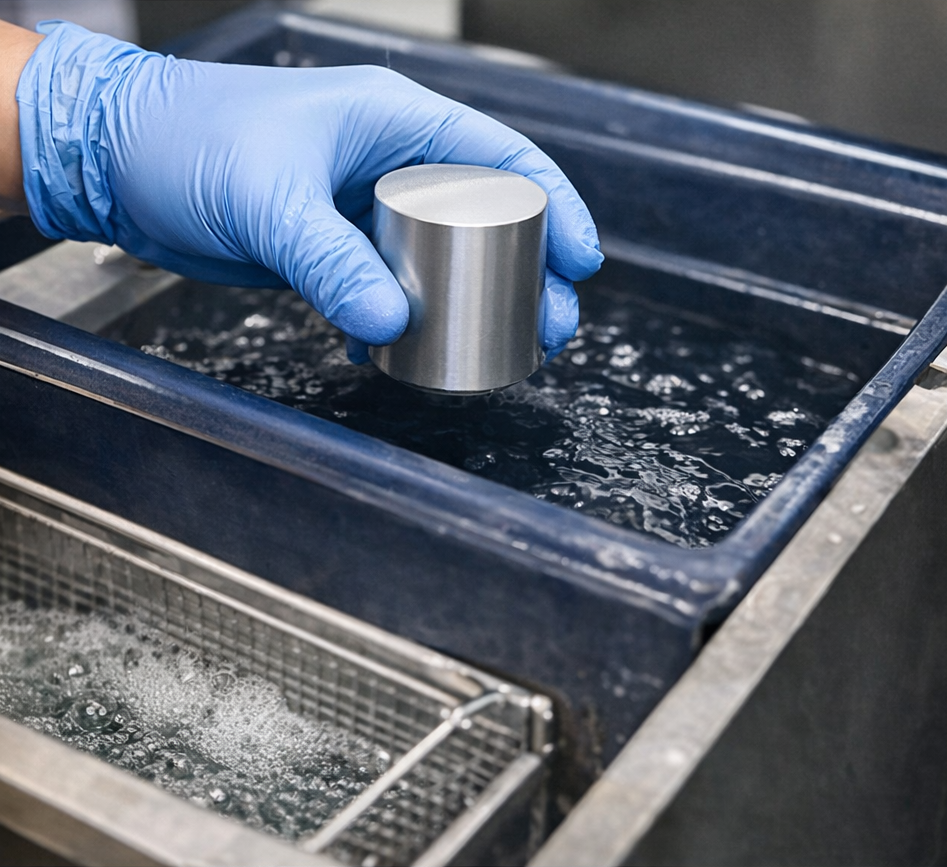
El anodizado es el proceso en el cual se forma una capa de cristales porosos en la superficie del aluminio, debido al paso de una corriente eléctrica en una solución ácida que actúa como electrólito, tomando el aluminio como ánodo — de ahí el nombre.
En los primeros instantes se forma una capa continua delgada; a medida que avanza el proceso, el espesor crece de forma controlada. El resultado: un acabado decorativo de alto nivel con mayor resistencia mecánica ante la corrosión.
Todos los tipos y aleaciones de aluminio pueden ser anodizados, aunque los resultados difieren en apariencia, color, espesor y brillo. Para garantizar la mejor calidad, se recomienda usar aleaciones especiales para anodizado.
1.2–1.5 A/dm² a 15–20V genera la oxidación anódica controlada.
Temperatura del electrolito controlada con precisión para espesor uniforme en toda la pieza.
Capa anódica Tipo II. El espesor crece progresivamente con el tiempo de proceso.
Dureza superficial muy superior al aluminio sin tratar. Ideal para piezas de alta exigencia.
Antes del proceso electroquímico, la pieza puede recibir tratamientos mecánicos o químicos que definen la textura final del acabado.
Preacabado Mecánico
Diferentes texturas pueden obtenerse mediante lijado, cepillado, esmerilado o pulido. La calidad, rugosidad e imperfecciones del material antes del tratamiento son decisivas para el resultado final.
Preacabado Químico
La intensidad depende del tiempo, temperatura y concentración.
Matizado
Ataque con solución alcalina para acabados mate y semi-mate.
Abrillantado Químico
Mezcla de ácidos para máximo brillo especular.
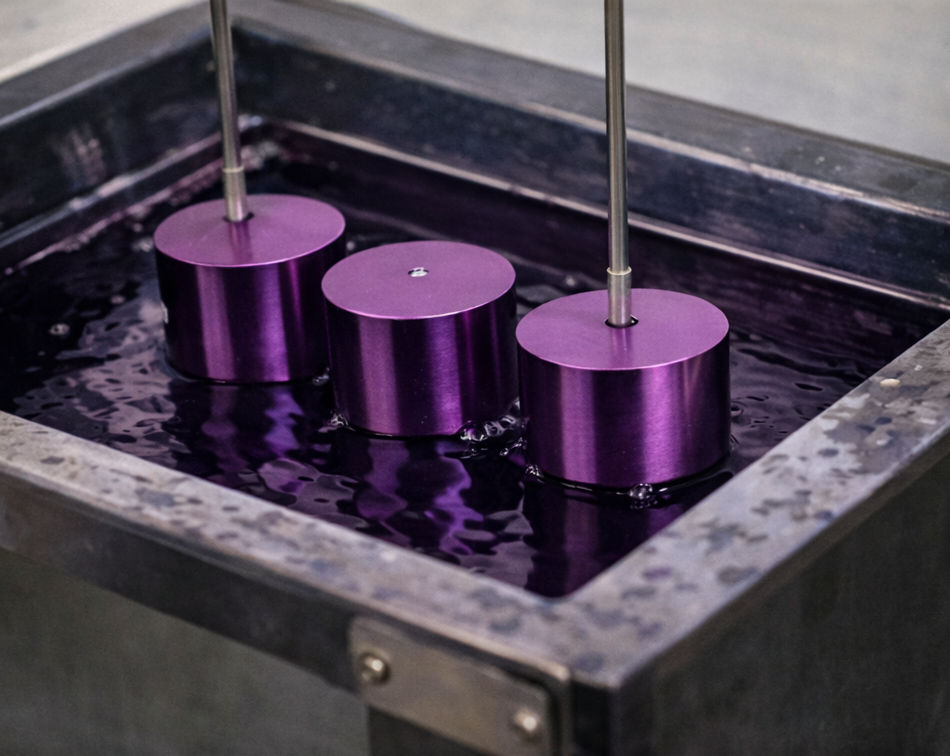
Existen tres métodos de colorización. A menor tiempo de proceso, tonos más claros; a mayor tiempo, tonos más oscuros e intensos.
La capa de cristales porosos es translúcida y ausente de color. Preserva el tono metálico natural del aluminio. Opción preferida para aplicaciones técnicas e industriales donde se requiere máxima pureza visual.
Los poros de la capa de cristales absorben anilinas de alta resistencia UV — rojo, azul, negro, verde, lila, dorado y más. A menor tiempo de inmersión, tonos más claros; a mayor tiempo, tonos más profundos e intensos.
Coloración por depósito electrolítico de metales (sales de Sn o Ni) en los poros. Produce tonos desde champagne y bronce hasta negro intenso. Alta solidez a la luz y máxima resistencia a la intemperie.
Entre cada etapa se realizan enjuagues con agua desionizada para evitar el arrastre de una solución a otra y garantizar la pureza del proceso.
Haz clic en cada tarjeta para ver los detalles técnicos ·